

Table of contents
Deran’s Factory and Production Capacity
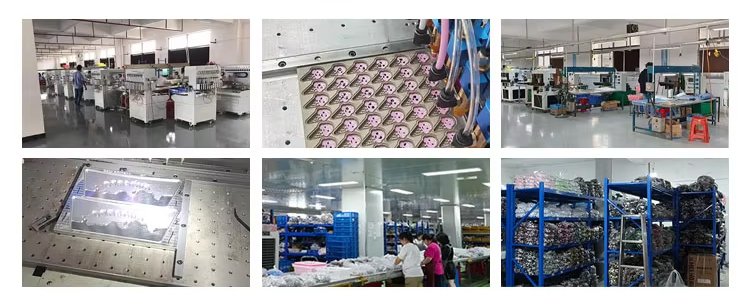
Since its establishment in 2005, Deran has leveraged its 21 years of industry experience to become a leading custom footwear accessory manufacturer in China. The factory is located in Zhejiang, China, equipped with advanced facilities and standardized management, capable of handling everything from small-batch customization to large-scale production. The core strengths of Deran’s factory are as follows:
- Factory Size and Production Lines: Deran covers 4,000 square meters and has 4 complete production lines, capable of producing a wide range of products from shoe charms, shoe buttons to heel straps.
- Monthly Capacity: Slipper production reaches 400,000 pairs per month, and Crocs shoe charms can reach 1 million pieces per month, meeting both small-batch and large-volume orders.
- Production Technology and Equipment: The factory is equipped with advanced injection machines, mold processing equipment, and 3D modeling tools, supporting the full process from design sketches to finished products. The independent mold workshop allows for rapid mold making and sample testing, with a fastest sampling period of just 7–10 days.
- Quality and Environmental Certification: Deran strictly follows REACH, ROHS, EN71, CPSIA international standards to ensure products are non-toxic, odorless, and skin-friendly, especially suitable for children’s shoes and gift markets.
- Production Flexibility: Whether customers require small-batch customization or large-scale production, Deran can efficiently respond, ensuring on-time delivery and consistent quality.
- Export Experience: With extensive export experience, Deran’s clients span Europe, America, Japan, and Southeast Asia, with high repurchase rates, reflecting reliable supply chain management and production efficiency.
With these advantages, Deran not only ensures high production efficiency but also provides safe, environmentally friendly, and internationally compliant customized shoe accessories, allowing clients to remain competitive in the global market.
Deran’s Product Diversity and Innovation Capability
With 21 years of shoe accessory manufacturing experience, Deran has significant advantages in product diversity and innovation. The company can meet various customization needs for Crocs shoe charms, shoe buttons, and straps while creating unique and personalized designs for clients. Key product and innovation strengths include:
- Material Diversity: Deran offers multiple eco-friendly materials, including PVC, TPR, silicone, PP, TPU, which can be customized for different hardness, elasticity, and texture, ensuring comfort and durability.
- Rich Customization Options:
- Colors: Precisely matched to PANTONE color charts according to client requirements for consistent color reproduction.
- Shapes and Designs: Supports cartoon characters, animal shapes, holiday themes, and brand logos.
- Functional Features: Can implement LED lights, rotating structures, waterproof designs, enhancing both fun and practicality.
- Product Range: Deran produces a wide range of shoe accessories including:
- Crocs shoe charms/buttons: Supports 2D flat and 3D designs with accurate colors and durable structure.
- Various button structures: Offers insert, rotating, and buckle types, ensuring stability and functionality.
- Heel strap customization: Color, length, pattern, and logo printing can be customized for both children’s and adult shoes, with multiple materials available (TPU, silicone, PP).
- Shoelaces and full accessory sets: Providing a one-stop solution for all Crocs accessory needs.
- Innovative Design and Rapid Sampling: Deran has a dedicated mold design team, from sketch modeling and 3D printing to mold production, with a sampling period as fast as 7–10 days, enabling quick design validation and efficient production.
- Market Awareness and Creativity: Deran monitors global footwear accessory trends, launching trendy innovative designs such as IP-licensed charms, cross-brand collaborations, and holiday-themed collections, helping clients create differentiated products and enhancing market competitiveness.
Through diverse products and innovation capability, Deran ensures every accessory meets clients’ creative demands while maintaining durability, color accuracy, and environmental standards, fully demonstrating its expertise as a custom jibbitz maker.

Deran’s Services and Collaboration Process
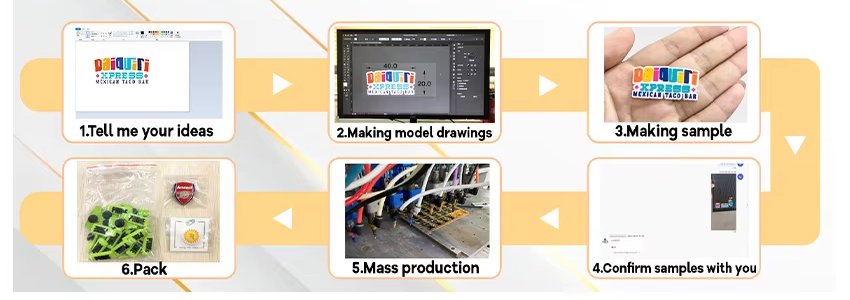
Deran also excels in client services and collaboration processes, offering efficient and flexible customization for brands, cross-border e-commerce sellers, and gift companies. The collaboration process includes:
- Requirement Communication: Thoroughly understanding the client’s ideas, product usage, materials, quantity, and functional needs to lay the foundation for the design plan.
- Design Confirmation: Professional design teams create sketches and 3D models to ensure feasibility and alignment with client requirements.
- Sample Production: Samples are produced in the independent mold workshop, with a fastest cycle of 7–10 days, allowing clients to confirm or request modifications.
- Mass Production: After sample confirmation, products enter full-scale production. Deran handles both small and large orders efficiently, ensuring timely delivery.
- Logistics and After-Sales: Finished products undergo strict quality inspection before shipping, with comprehensive after-sales support to address any issues during use.
Deran’s OEM/ODM customization services turn client ideas into reality. From Crocs charms, buttons, to straps and full accessory sets, Deran provides a one-stop solution. Additionally, Deran offers material reports, sustainable packaging advice, and environmental guidance, helping clients enhance brand image in global markets.
Deran’s Quality Control and Professional Advantage
Quality is a core competitive advantage for Deran. The company implements full-process quality control:
- Material Inspection: All incoming raw materials undergo strict sampling and testing to comply with REACH, ROHS, EN71, CPSIA standards.
- Production Monitoring: Quality checkpoints are set at every stage of the production line, ensuring stable and reliable accessory manufacturing.
- Finished Product Testing: Includes tensile tests, colorfastness tests, and functionality verification to ensure durability and safety.
- Professional R&D Team: Over 10 years of footwear accessory design experience, able to customize functions and structures per client requirements.
- Advanced Tools and Methods: 3D modeling, laser cutting, and precise mold control ensure design accuracy and consistency in mass production.
Strict quality control guarantees safe, environmentally friendly products and enhances the added value of customized shoe accessories, demonstrating Deran’s expertise as a jibbitz manufacturer.

Reasons to Choose Deran as Your Professional Jibbitz Manufacturer
When selecting a custom footwear accessory manufacturer, Deran stands out with clear advantages:
- High Production Capacity: Monthly output reaches 1 million Crocs shoe charms, meeting large-volume order requirements.
- Flexible Customization: Supports small-batch orders and rapid sampling for personalized designs.
- Eco-Friendly Materials and Certifications: Uses recyclable materials (TPR, PVC, silicone, PP, TPU) and international certifications for safety and reliability.
- Professional Design Team: Provides comprehensive technical support from creative design to functional implementation.
- Global Export Experience: Clients span Europe, America, Japan, and Southeast Asia, with high repurchase rates and a reliable supply chain.
Choosing Deran allows clients to obtain high-quality products and enhance brand value through innovative design, achieving market differentiation. Clients should focus on manufacturer certifications, capacity, design capability, and after-sales support to ensure smooth project completion.
| OEM&ODM Factory | Email: sarah@clogsslipper.com | Whatapp: +8613960916317 |
With 21 years of industry experience, advanced factory facilities, diverse product offerings, and mature service processes, Deran has become a leading custom jibbitz maker and jibbitz manufacturer in China. Whether it’s Crocs shoe charms, buttons, straps, or full accessory sets, Deran provides one-stop service from design to delivery.
Deran emphasizes both aesthetic and functional quality while strictly controlling environmental and safety standards, ensuring clients maintain competitiveness in the global market. By partnering with Deran, clients can transform ordinary Crocs shoes into unique, creative, and stylish footwear, enhancing brand image and market influence.
If you are looking for a professional, reliable, eco-friendly, and creative Crocs accessory manufacturer, Deran is undoubtedly your best choice. Contact Deran now to get samples and customization solutions, and let your shoe accessory products shine with unique charm!








